Электроника и электротехника
Правильная ссылка на статью:
Белозеров В.В.
Метод экспресс-анализа жидких фасованных продуктов
// Электроника и электротехника.
2018. № 2.
С. 1-31.
DOI: 10.7256/2453-8884.2018.2.25998 URL: https://nbpublish.com/library_read_article.php?id=25998
Метод экспресс-анализа жидких фасованных продуктов
Белозеров Валерий Владимирович
доктор технических наук
профессор, Донской государственный технический университет, Генеральный директор, ООО "НПТ Центр ОКТАЭДР"
344091, Россия, Ростовская область, г. Ростов-на-Дону, ул. Каширская, 22
Belozerov Valerii Vladimirovich
Doctor of Technical Science
General Director at LLC “Scientific Technological Production Center OKTAEDR”; Professor at the department of Automation of Production Processes, Don State Technical University
344091, Russia, Rostov-on-Don, ul. Kashirskaya, 22-41

|
safeting@mail.ru
|
|
 |
Другие публикации этого автора
|
|
|
DOI: 10.7256/2453-8884.2018.2.25998
Дата направления статьи в редакцию:
11-04-2018
Дата публикации:
07-05-2018
Аннотация:
Принимая во внимание тот факт, что проблемам защиты потребителей 17 апреля 2017 года было посвящено заседание президиума Государственного совета (по вопросу «О национальной системе защиты прав потребителей»), и статья соавторов, опубликованная в № 1 за 2016 год, активно цитируется и дискутируется в научном сообществе, редакционный совет принял решение опубликовать первоначальную работу автора, т.к. именно в ней было найдено решение, которое может составить техническую основу национальной системы. В статье расширена библиография, что позволяет убедиться в успешной адаптации метода экспресс-контроля жидких фасованных продуктов без вскрытия тары. В статье описан экспресс-метод весовой электрометрии и компаративного анализа с «образами эталонов», для идентификации качества и выявления контрафактной продукции. Объектом исследования явились эталоны моторного масла Castrol Magnatec и образцы контрафактной продукции, на предмет регистрации их электрических и механических характеристик, а также параметры и конструкции тары, в которую они расфасованы. Результаты исследования показали, что предлагаемый метод и средства его реализации могут осуществить абсолютную защиту потребителя от некачественной и поддельной жидкой фасованной продукции.
Ключевые слова:
динамическая вязкость, кинематическая вязкость, плотность, качество продукции, сравнительный анализ, электрометрия материалов, экспресс-метод, диэлектрическая проницаемость, измеритель иммитанса, емкостный датчик
Abstract: The article is devoted to a hot topic – the development of the method of express control of the liquid packed-up products without opening the container. Today, up to 30% of all engine oil sold in Russia is counterfeit, as well as 40% of cooling and 50% of brake fluids. Thus, the relevance of the development of methods of express control and the systems of identification of the liquid packed-up products is doubtless. Therefore, it is necessary to synthesize the necessary methods and means to offer to producers and trade organizations for use. The author used an express method of weight electrometriс measurements and a comparative analysis with "images of standards" for identification of quality and identification of counterfeit production. The object of the research is the standards of the Castrol Magnatec engine oil and samples of counterfeit production regarding registration of their electric and mechanical characteristics and also parameters and designs of the container in which they are packaged. The results of the research have shown that the offered method and means of its implementation can provide absolute protection of the consumer from the low-quality and counterfeit liquid packed-up production.
Keywords: dynamic viscosity, kinematic viscosity, density, quality of production, comparative analysis, electromety of materials, express method, dielectric permeability, immitance measuring instrument, capacitor sensor
Введение
Задачи любых моторных масел, независимо от типа – смазывание сопряженных деталей и удаление продуктов износа. Очевидно, что нельзя создать универсальное масло, способное сохранять набор эксплуатационных свойств в широком диапазоне температур. При низких температура оно будет становиться более густым, а при высоких температурах его текучесть увеличивается. Диапазон температуры смазки при эксплуатации может достигать 150 градусов Цельсия, в зависимости от места, скорости и интенсивности циркуляции.
Учитывая это, автопроизводители вычисляют оптимальные характеристики моторных масел, которые должны обеспечить максимально возможный КПД силового агрегата при его минимальном износе в нормальных для данного двигателя условиях эксплуатации. При этом наиболее значимым параметром принято считать класс вязкости моторного масла, иными словами его способность оставаться на поверхности деталей и сохранять при этом текучесть. Поскольку с изменением температуры вязкость меняется, ассоциацией автомобильных инженеров США (SAE) разработана и принята классификация по вязкости. Согласно данной классификации автомасла делятся на два класса вязкости: зимние (цифра с буквой W, маловязкие) - 0W, 5W, 10W, 15W, 20W, 25W, и летние (без буквенного кода, высоковязкие) - 20, 30, 40, 50, 60, и на три категории: для бензиновых двигателей («S»), для дизелей («С») и энергосберегающие («ЕС»). При этом, качественные характеристики масла определяет также классификация acea (европейский аналог api), пришедшая в 1995 году на смену устаревшей системе. Стандарты данной классификации составляют три категории и 12 классов [1]:
A/B – бензиновые и дизельные двигатели легковых автомобилей, фургонов, микроавтобусов (A1/B1-12, A3/B3-12, A3/B4-12, A5/B5-12);
C – бензиновые и дизельные двигатели с катализатором отработавших газов (C1-12, C2-12, C3-12, C4-12);
E – тяжело нагруженные дизельные двигатели (E4-12,E6-12,E7-12, E9-12).
После буквы выставляется арабская цифра, обозначающая величину рабочих характеристик - чем выше цифра, тем выше требования класса [1-3].
Различают кинематическую и динамическую вязкости. Кинематическая характеризует текучесть моторного масла в условиях низких и высоких температур.
Динамическая или абсолютная вязкость — это физическая величина, характеризующая силу сопротивления, возникающую при перемещении со скоростью 1 см/с двух слоев жидкости площадью в 1 квадратный сантиметр, находящихся на расстоянии в 1 сантиметр друг от друга, которую рассчитывают по формуле [4]:
η = ν·ρ·10-1 (1)
где ρ – плотность при той же температуре, при которой определялась кинематическая вязкость, кг/м3 , ν – кинематическая вязкость, м2/с.
Кинематическую вязкость определяют по общепринятым стандартам [2-4] при разных температурах и для каждого класса масел имеются определенные значения (таблица 1) в сантистоксах (cST или сСт).
Если речь идет о парафиновых маслах, то кинематическая вязкость больше на 16 - 22%, а у нафтеновых масел эта разница меньше – от 9 до 15%. При этом, вязкость по стандарту SAE имеет цифровое или цифробуквенное обозначение, из которого можно определить сезонность смазочного материала и температуру окружающей среды, при которой его можно использовать.
Большинство производителей моторных масел защищают свою продукцию от подделки, расфасовывая их в фирменные канистры с пломбированием горлышек канистр. Канистры, пробки и наклейки периодически изменяют, применяют голографические знаки и т.д. Однако, несмотря на это, объемы контрафактной продукции не уменьшаются. Так в настоящее время третья часть всех моторных масел, которые продаются в России, являются поддельными. С прочей автохимией еще хуже: почти половина охлаждающих и тормозных жидкостей являются контрафактом [1]!
Таблица 1 – Сравнительные данные отечественной и зарубежной классификации

Существующие методы и средства определения параметров моторных масел
К методам оценки физико-химических свойств моторных масел относятся способы и средства определения вязкостных характеристик, щелочности, зольности, температуры вспышки и застывания, а также определение степени чистоты и содержания в них механических примесей и воды. Кроме того, для базового масла (до введения в него присадок) определяют коксуемость и цвет. Все перечисленные методы испытаний стандартизованы и входят в соответствующие стандарты на масла, требуют специализированных лабораторных приборов и длительного времени [3]. В связи с чем, была поставлена задача - разработать экспресс-метод для сравнительного анализа моторных масел по их эталонам, поэтому «моторные методы» не обсуждаются и не используются [2,3].
В соответствии с определениями стандарта [4], под кинематической вязкостью понимается сопротивление жидкости течению под действием гравитации, а под динамической – отношение сдвига к скорости сдвига жидкости.
Поэтому сущность метода определения кинематической вязкости заключается в измерении калиброванным стеклянным вискозиметром времени истечения, в секундах, определенного объема испытуемой жидкости под влиянием силы тяжести при постоянной температуре, т.е. кинематическая вязкость моторного масла является произведением измеренного времени его истечения на постоянную вискозиметра (некоторые из рекомендуемых стандартом вискозиметров, приведены на рис.2).
Определение вязкости выполняют для 2-х образцов жидкости (п. 9.2.1). При этом, как следует из примечаний (п.9.1.2 и к таблице А.1 обязательного приложения «А») к указанному стандарту [4] – «Наполненный вискозиметр выдерживают в бане до тех пор, пока он не прогреется до температуры испытания… Обычно достаточно 30 мин, кроме определений очень высоких значений кинематических вязкостей.. рассчитывают среднее арифметическое значение двух измерений времени истечения. Если же два измерения не согласуются, следует повторить определение после тщательной очистки и сушки вискозиметра и фильтрации образца… Каждый диапазон кинематической вязкости требует ряда вискозиметров… Время истечения вискозиметров должно быть не менее 200 с… Постоянные вискозиметра проверяют …с помощью эталонных масел».

а) - вискозиметр б) - вискозиметр в) - вискозиметр
типа Канон-Фенске типа Пинкевича типа Убеллоде
Рисунок 2 - Вискозиметры
Так как, при движении жидкости под действием силы тяжести, давление жидкости пропорционально ее плотности, то динамическую вязкость вычисляют, как произведение кинематической вязкости на плотность.
На основании п.4.1. ГОСТ 8.595-2004 [6] «Для измерений массы продукта.... применяют (Изм. редакция, Изм. № 1):
- прямой метод динамических измерений;
- косвенный метод динамических измерений.
Для измерений массы продукта в мерах вместимости и мерах полной вместимости применяют:
- прямой метод статических измерений;
- косвенный метод статических измерений;
- косвенный метод, основанный на гидростатическом принципе.»
При этом, «4.5. При косвенном методе статических измерений массу продукта определяют по результатам измерений:
а) в мерах вместимости:
- уровня продукта - стационарным уровнемером или другими средствами измерений уровня жидкости;
- плотности продукта - переносным или стационарным средством измерений плотности или ареометром по ГОСТ 3900, ГОСТ Р 51069 или лабораторным плотномером в объединенной пробе, составленной из точечных проб, отобранных по ГОСТ 2517;
- температуры продукта - термометром в точечных пробах или с помощью переносного или стационарного преобразователя температуры;
- объема продукта - по градуировочной таблице меры вместимости с использованием результата измерений уровня продукта
б) в мерах полной вместимости:
- плотности продукта - переносным средством измерений плотности или ареометром в лаборатории по ГОСТ 3900, ГОСТ Р 51069 или лабораторным плотномером в точечной пробе продукта, отобранной по ГОСТ 2517;
- температуры продукта - переносным преобразователем температуры или термометром в точечной пробе продукта, отобранной по ГОСТ 2517;
- объема продукта, принятого равным действительной вместимости меры, значение которой нанесено на маркировочную табличку …
Результаты измерений плотности и объема продукта приводят к стандартным условиям по температуре 15 °С или 20 °С, или результат измерений плотности продукта приводят к условиям измерений его объема в мерах вместимости и мерах полной вместимости.
Коэффициент объемного расширения продукта определяют в соответствии с МИ 2632 [1].

а) б)
Рисунок 3 – Ареометр («а») и пикнометр («б») для измерения плотности
Как следует из вышеизложенного, важнейшими свойствами масел, которые характеризуют их эксплуатационные свойства, являются изменения вязкости масел в зависимости от температуры, которые, как правило, определяются или отношением вязкости при двух крайних температурах νМИН/νМАКС, или по индексу вязкости [9].
Расчет индекса вязкости выполняется по ГОСТ 25371—97, который определяет индекс вязкости (VI), как расчетную величину, «которая характеризует изменение вязкости нефтепродуктов в зависимости от температуры». Если индекс вязкости находится в пределах от 0 до 100, то его рассчитывают, как отношение вязкостей, определяемых при 40 °С и 100 °С по формулам [9]:
 (2) (2)
где U — кинематическая вязкость масла при 40 °С; значения L, Н и D находят по таблице ГОСТа, опираясь на величину кинематической вязкости масла при 100 °С.
Если индекс вязкости более 100, то его находят по формулам с использованием логарифмов и таблицы стандарта (таблице 2) по формулам:
VI = {[(anti log N)-1]/0,0075}+100; N = (log H – log U)/log Y (3)
где U и Y - кинематические вязкости при 40 и 100°С соответственно для испытуемых нефтепродуктов;
H = 0,1684 Y2 +11,85 Y – 97 – полином вычисления кинематической вязкости.
Таблица 2 - Измеренные значения L, D, H для кинематической вязкости

продолжение Таблицы 2

Одним из основных свойств моторных масел являются их моющие свойства, которые характеризуют способность масел предотвращать образование высокотемпературных углеродистых отложений на поршне двигателя. Поэтому, в соответствии со стандартом [2] именно моющие свойства положены в основу их разделения по эксплуатационным группам. Моющие свойства моторного масла оцениваются непосредственно чистотой двигателя и косвенно щелочным числом, которое выражается через количество гидроокиси калия в мг, эквивалентное количеству всех щелочных компонентов, находящихся в 1 г масла, представляющие собой моющие присадки: алкилсалицилаты, сульфонаты и алкилфеноляты [10].
Общепринятым способом определения щелочного числа считается потенциометрическое титрование пробы спиртовым раствором соляной кислоты (установка и графики приведены на рис.3) [11].
Как следует из стандарта [11], время определения щелочного числа одного типа моторного масла составляет от одного часа до двух.
а) – установка б) – графики титрования
Рисунок 3 – Установка и графики для определения щелочного числа
Остальные характеристики стандарта [2], определение каждого из которых, составляет несколько часов, не являются показателями назначения и относятся:
к показателям сохраняемости – гигроскопичность, температура помутнения, растворяемость с хладагентами, срок сохраняемости, гидролитическая стабильность, стабильность вязкости, цвет;
к эргономическим показателями – ПДК, класс токсичности;
к показателям безопасности – температура вспышки, температура самовоспламенения.
Таким образом, стандартные методы и средства не могут обеспечить экспресс-контроль моторного масла, т.к. каждый из методов требует по нескольку часов лабораторной работы.
Теоретические основы экспресс-метода весовой электрометрии моторного масла
Головной завод фирмы Castrol занимает площадь двух футбольных полей. Здесь же расположен научный центр по разработке масел. Тысячи километров труб, сотни хранилищ, уходящие в небо башни ректификационных колонн, свой порт и внутренний автотранспорт. Вместо полноценного склада готовой продукции в Гамбурге - лишь небольшой буферный перевалочный пункт (рис.4). Но будучи в 200 раз меньше по площади, чем французский Mobil, немецкий Castrol производит масла всего в 2 раза меньше - более 200 миллионов литров в год [12].
Рисунок 4 – Головной завод по производству масел фирмы Castrol
На головном заводе Castrol не занимается переработкой нефти - здесь только смешивают масла. Обходиться без значительных запасов помогает соседство с гамбургским портом - завод постоянно пополняет небольшие, на один-два дня работы, объемы ингредиентов и оперативно отгружает готовую продукцию.
Рисунок 5 – Автоматическая линия смешивания и розлива масла Castrol
Автоматизация - полная: несколько операторов с помощью компьютеров управляют смешением масел. Людей нет ни на одной из 9-ти линий розлива масла (рис.5).
Разрабатывают эти масла в трехэтажном здании, где работают 60 специалистов. В десятке лабораторий сосредоточены сотни лабораторных средств: химическая посуда, вискозиметры, спектрометры и хроматографы для анализа состава. Масла проверяют на пенообразование, умение защищать от коррозии и собственную агрессивность к металлам и резиновым уплотнениям [1].
Линия автоматизированного розлива масел RLFMS, которая, например, используется ЛУКОЙЛом, и включена в Государственный реестр средств измерений (рег. № 41083-09), имеет 11 дозаторов на 3 диапазона объема и массы дозирования канистр и обеспечивает следующую точность [13]:
для тары объемом 1 литр (масса от 0,82 до 0,91 кг.) - точность от 2,87 г до 3,19 г.;
для тары объемом 4 литра (масса от 3,36 до 3,63 кг.)- точность от 11,76 г до 12,71 г.;
для тары объемом 5 литров (масса от 4,20 до 4,54 кг.) – точность от 14,7 г до 15,89 г.
Стандарт на полимерную тару [14] требует, чтобы значения и предельные отклонения от номинальных размеров и массы тары не превышали (приложение К):
п. 9.2.1 - 0,1 мм. для геометрических размеров;
п. 9.3.1 - 0,05 мм. для толщины стенки;
п. 9.4.1 - 10% для номинальной вместимости;
п. 9.5.1 - 10% для массы тары.
Если предположить, что производители отечественной тары, укладываются в указанные допуски, то получим следующие разбросы по массе:
для тары объемом 1 литр (масса 0,07 кг.) – точность 7,0 г;
для тары объемом 4 литра (масса 0,26 кг.) – точность 26 г.
Следовательно, зная массы пустых канистр объемом 1 и 4 литра, можно взвешиванием, не вскрывая пробки и без отбора пробы, определить плотность жидкости в нём по формуле:
ρi = (Рi – Рj)/Vij (4)
где Рi - измеренный вес i–го образца в фасованной таре; Рj – вес j-той эталонной тары; Vij = 1л, 2л…Nл – эталонный объем i-той жидкости, заливаемой в j – объем тары.
То есть, измеряя вес образца (Рi) на электронных весах в фирменной таре, имеющей эталонный вес (Рj), можно вычислить плотность образца при эталонном объеме заливки в тару (Vij = 0,5 л, 1л, …Nл) со следующей точностью:
для объема 1 литр – ∆% = [(820+2,87+7,0)/1000 - (820-2,87-7,0)/1000]/0,820=(0,01974/0,820)=0,02407*100 = 2,4%;
для объема 4 литра – ∆% = [(3360+11,76+26,0)/1000 - (3360-11,76-26,0)/1000]/3,360=(0,07552/3,360)*100 = 2,24%.
Зарубежные производители, Castrol в частности, используют оборудование динамического весового дозирования CRANDALL International, которое обеспечивает точность (при розливе в тару до 20 кг) -0,05% [12,13], т.е. в 7 раз точнее, чем оборудование ЛУКОЙЛА, а предельные отклонения от номинальных размеров и массы тары – не более 1%. В этом случае точность определения плотности составит:
для объема 1 литр – ∆% = [(820+0,41+0,7)/1000 - (820-0,41-0,7)/1000]/0,820=(0,00222/0,820)=0,0027*100 = 0,27%;
для объема 4 литра – ∆% = [(3360+1,68+2,6)/1000 - (3360-1,68-2,6)/1000]/3,360=(0,00856/3,360)*100 = 0,25%.
Таким образом, предлагаемый в экспресс-методе способ определения массы и плотности продукции в канистре без отбора пробы (без открытия крышки и нарушения защиты канистры), сокращая время их определения на несколько порядков, обеспечивает такую же погрешность, как стандартные средства [6-8].
При этом значения плотностей при различных температурах вычисляются по формуле Д.И. Менделеева [15]:
ρ (t) = ρ20°C - ∆t·(t - 20°C) (5)
где ∆t =(18,310 – 13,233· ρ20°C )·10-4 – температурная поправка к плотности на один градус; t – искомая температура, °C
Экспрессный метод определения кинематической вязкости нефтепродуктов через их плотность
В России запатентован способ экспресс-определения кинематической вязкости авиационных керосинов и дизельных топлив путем регистрации относительной плотности топлив при 20°С (ρ420) в г/см3, и последующего расчета кинематической вязкости (ν20) при 20°С (рис.6), по следующей зависимости [16]:
ν20 = k1·ρ420 – k2, (6)
где v20 - кинематическая вязкость при 20°С, мм2/с; k1 =23,1, k2 =16,77 - для топлив с относительной плотностью от 0,780 до 0,820 г/см3; k1 =200, k2 =161,83 - для топлив с относительной плотностью от 0,820 до 0,842 г/см3.

Рисунок 6 – Зависимость кинематической вязкости авиационных керосинов и
дизельных топлив от плотности по патенту РФ № 2263301.
Суть экспрессного способа заключается в том, что используется эмпирическая формула (6) зависимости кинематической вязкости топлив от их плотности (рис.6) в диапазоне от 0,780 ≤ ρ420 ≥ 0,842 г/см3[16].
При этом, когда плотность горючих определяется в полевых внелабораторных условиях в интервале температур окружающей среды от минус 10°С до плюс 30°С, ее значения не переводятся в величину при 20°С согласно ГОСТ 3900, а определяется сразу кинематическая вязкость горючих при 20°С по впервые разработанной номограмме (рис.7).

Рисунок 7- Номограмма для экспрессного определения кинематической вязкости топлив по патенту РФ № 2263301
Таким образом, вместо измерения скорости истечения горючего через капиллярный стеклянный вискозиметр определяют плотность горючего с последующим переводом ее в единицы кинематической вязкости.
Запатентованный способ прошел проверку в процессе испытаний в сравнении со стандартными методами на образцах авиа керосинов и дизельных топлив производства основных нефтеперерабатывающих заводов (НПЗ) страны за последние 5 лет, результаты которой приведены в таблицах (3 и 4). Из полученных данных следует, что относительные расхождения между результатами анализов в среднем составили 5,3%, свидетельствующие о надежности заявляемого способа [16].
Таблица 3. Результаты сравнительных испытаний

Межлабораторные испытания в семи лабораториях различных ведомств на шести образцах топлив для реактивных и дизельных двигателей подтвердили полученные результаты (таблица 4) с погрешностью в среднем 2,6% [16].
Таблица 4. Результаты межлабораторных испытаний

Проведенные испытания показали, что разработанный экспрессный способ позволяет надежно определять кинематическую вязкость авиационных керосинов и дизельных топлив различного происхождения, как в современных контрольных лабораториях ГСМ, так и на местах производства и применения топлив.
Технико-экономическая оценка предлагаемого экспрессного способа по сравнению со стандартными методами показала, что экспрессный способ позволяет исключить применение дорогостоящей аппаратуры, сократить продолжительность анализа нефтепродуктов в 40 раз, а стоимость анализа в 20 раз [16].
Экспрессный метод определения вязкости по электрическим параметрам жидкостей
При исследовании любой электрохимической системы, ее возбуждение синусоидальным сигналом и фиксация ответа на это возмущение в состоянии равновесия, является наиболее простым методом определения её транспортных функций [17], что позволяет [18]:
- выполнять высокоточные измерения в большом временном (или частотном) диапазоне (104-10-6 сек. или 10-4-106 Гц), т.к. отклик может быть длительным и устойчивым, а, следовательно, может быть усреднен по большому периоду времени;
- обрабатывать сигнал с помощью линеаризации (или другими методами).
Метод, при котором импеданс электрохимической системы измеряется как функция от частоты, называется, спектроскопией электрохимического импеданса (СЭИ, EIS), а сама система может быть описана на основе теоретического рассмотрения процессов и создания физических моделей, или путем конструирования электрической эквивалентной схемы из простейших элементов, в первую очередь, сопротивлений (резисторов) и емкостей (конденсаторов).
Для оценки параметров и получения информации о процессах транспорта носителей заряда проводится сопоставление моделей.
Импедансная спектроскопия играет все более значительную роль в фундаментальных и прикладных исследованиях. Ее можно использовать для исследования любого типа твердых и жидких материалов: ионных, смешанных, полупроводниковых и изоляторов. При этом используются соотношения проводимости в жидкостях, которые описываются законами Ома (Z, G, R, I), и определяются анализаторами импеданса и измерителями иммитанса [18,19].
Помимо определения удельных параметров образцов и эталонов, может быть использовано основное уравнение характеристического импеданса [20]:
Zi = √(Ri + iωLi)/(Gi + iωCi) (7)
где: Zi – комплексное сопротивление; ω = 2πf (циклическая частота); i - мнимая единица; Ri – сопротивление; Li – индуктивность; Gi – проводимость; Ci – емкость.
Дополнительные параметры для идентификации могут быть получены, при решении уравнения импеданса (7) и применении полученных результатов для определения критериев подобия жидкостей. Так, для определения магнитной проницаемости (μ) электролитов и полупроводниковых жидкостей, имеем [20,21]:
μ = Z2·2ℓ /S·G·(1+i)2·μ0·ω (8)
где i – мнимая единица; μ0 – магнитная постоянная; ℓ – расстояние между измерительными электродами; S- площадь поверхности электрода; Z – значение комплексного сопротивления; G – значение проводимости; ω – частота измерения.
Определение магнитной проницаемости жидкостей-диэлектриков осуществляется по формуле:
μ = Z2·(1- i tgδ) (9)
Циклическое измерение указанных выше параметров, дает возможность вычисления следующих критериев гомохронности (критериев подобия):
Ho1 = ωt; (электродинамического), (10)
Ho2 = μ ℓ2/ σ t; (электромагнитного), (11)
Ho3 = ε σ / t; (диэлектрического), (12)
Ho4 = L/R t; (электроиндуктивного), (13)
Ho5 = С/G t; (электроемкостного), (14)
где t – время; L – измеренное значение индуктивности, а остальные обозначения такие же, как в предыдущих формулах.
Различают два основных вида зависимости электропроводности жидких сред от концентрации компонентов в них: удельную электропроводность - ϰ и эквивалентную – λ, определением которых «занимается» кондуктометрия [17]. Удельная электропроводность является обратной величиной удельного сопротивления (r) ϰ = 1/r, а эквивалентная и удельная электрические проводимости связаны соотношениями
λ = ϰ0 /С и λ = ϰ0V (15)
где C - концентрация компонентов жидкости (моль/мл); V- объем жидкости (мл), содержащий при данной концентрации 1 грамм-моль компонента.
Частным случаем анализа импеданса является диэлькометрия [22], в которой определяются соотношения между потерями проводимости и диэлектрическими потерями, в жидких и вязких средах с диэлектрическими свойствами в частности, которые выражаются, диэлектрической проницаемостью ε, и определяются через измерения тангенса угла потерь tgδ и проводимости σ:
ε = ε’- iε” → tgδ = ε”/ ε’= σ /ω ε’ ε0 (16)
где ε – относительная диэлектрическая проницаемость; ε"- комплексная часть диэлектрической проницаемости; ε’- действительная часть диэлектрической проницаемости; σ – активная проводимость, учитывающая оба вида потерь; ω – круговая частота; ε0 -диэлектрическая проницаемость вакуума (8.85·10-12 Ф/м).
Комплексная часть диэлектрической проницаемости ε" стремится к нулю, как при малых, так и при больших значениях ωτ и достигает максимума при ωm τ = 1 (рис.8 «б»), в котором
 (17) (17)
а комплексная диэлектрическая проницаемость равна
 (18) (18)
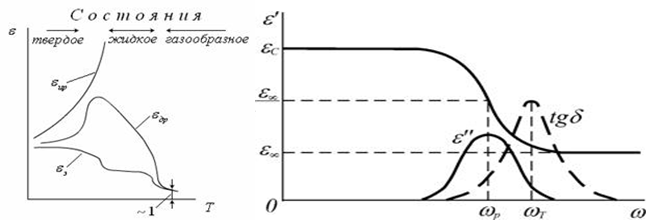
а) б)
Рисунок 8. Диэлектрическая проницаемость от температуры (а) и частоты (б)
После чего, используя формулы Дебая (19) и Паулса (20), определяются и усредняются времена релаксации [22]: макроскопическое (τ) и микроскопическое (τμ):
t = tm ·(ε + 2)/(ε∞ + 2) (19)
t = 3εtm/(2ε + ε∞) (20)
Зная микроскопические времена эталонной и исследуемой жидкостей, можно использовать отношение указанных времен, которые по Дебаю связаны с динамическими вязкостями – ηi, простым соотношением:
 (21) (21)
Таким образом, определяя предлагаемым способом плотность – ρ, диэлектрическую проницаемость и тангенс угла потерь – tgδ, и вычисляя динамическую вязкость – η через времена релаксации - t и tm (вместо определения кинематической вязкости – ν с помощью вискозиметра), вычисляем кинематическую вязкость масла по «обратной» (1) формуле стандарта (1), в т. ч. с учетом температуры и частоты [4]:
ν = η/ρ (22)
Инструментальные и алгоритмические особенности экспресс-контроля
Диэлектрические материалы и жидкости в большинстве случаев являются неоднородными диэлектриками, состоящими из разнородных по электрическим свойствам частиц, слоев или молекул (текстолит, пенопласты, масла и т.д.).
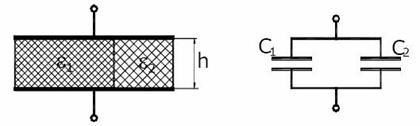
Для расчета и определения диэлектрических потерь и диэлектрической проницаемости таких неоднородных диэлектриков используют эквивалентные схемы замещения, как отдельных компонентов, так и материала или жидкости в целом. Возможные варианты упорядоченного расположения компонентов могут быть представлены в виде их параллельного и последовательного включения. При параллельном включении - плоскость раздела компонентов параллельна вектору напряженности электрического поля (рис. 9) и емкость такого конденсатора определится по формуле (23).
Рисунок 9 - Плоский конденсатор с 2-мя параллельно включенными диэлектриками
(23)
где S=S1+S2 – площадь электродов конденсатора (м2); ε1 и ε2 - диэлектрические проницаемости компонентов; С1 и С2 - емкости компонентов (Ф); ε - эффективная диэлектрическая проницаемость; ε0 = 8,85·10-12 - электрическая постоянная (Ф/м); h - толщина диэлектрика (м).
При одинаковой толщине диэлектриков их объемные концентрации θ пропорциональны их площадям и составляют соответственно для первого θ1 и второго θ2 диэлектрика:
θ1 + θ2 = 1 (24)
Подставив уравнение (24) в (23), получим:
(25)
откуда - ε = ε1·θ1 + ε2·θ2 (26)
Если неоднородный диэлектрик состоит не из двух, а из нескольких компонентов, то уравнение (26) имеет вид:
(27)
Диэлектрические потери в таком неоднородном диэлектрике складываются из потерь в компонентах:
P = P1 + P2 = U2 ·ω·C·tgδ (28)
где P – активная мощность, рассеиваемая во всем диэлектрике (Вт); Р1 и Р2 - активная мощность, рассеиваемая в компонентах (Вт); φ - круговая частота (рад/с); С - емкость конденсатора (Ф); tgδ - тангенс угла диэлектрических потерь неоднородного диэлектрика; U - напряжение на электродах (В).
При параллельном включении диэлектриков (рис.9) к каждому компоненту приложено одинаковое напряжение, поэтому
P1 = U2 ·ω·C1·tgδ1 и P1 = U2 ·ω·C2·tgδ2 (29)
где tgδ1 и tgδ2 - тангенсы углов диэлектрических потерь компонентов.
Из уравнений (28) и (29) следует, что тангенс угла диэлектрических потерь двухкомпонентного диэлектрика при параллельном соединении равен
(30)
Полагая, что
  (31) (31)
уравнение (30) можно привести к виду
 (32) (32)
Если неоднородный диэлектрик состоит из нескольких параллельно соединенных слоев, тогда уравнение (32) может быть записано в виде
 (33) (33)
При последовательном соединении компонентов плоскость раздела их также перпендикулярна вектору напряженности электрического поля (рис.10).
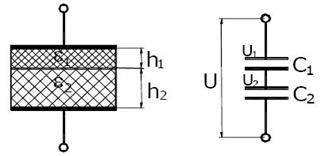
Рисунок 10 - Плоский конденсатор с 2-мя последовательными диэлектриками
Однако объемные концентрации компонентов будут пропорциональны их толщинам:
θ1 + θ2 = 1 (34)
  (35) (35)
Формулы (26) и (35) являются частными случаями формулы Лихтенеккера:
 (36) (36)
где х – константа, характеризующая пространственное расположение компонентов и принимающая значение от х = +1 (для параллельного включения компонентов) до х = -1 (последовательное расположение компонентов).
Формула Лихтенеккера (36) широко применяется для расчета диэлектрической проницаемости мелкодисперсных смесей. Она дает результаты расчета, достаточно хорошо совпадающие с измеренными величинами, если ε1 и ε2·θ2 не очень сильно отличаются друг от друга.
Практическое применение находят мелкодисперсные хаотические смеси (пенопласты, керамика и др.), имеющие предельно разупорядоченное строение и жидкие диэлектрики. Для них можно принять, что константа х, в формуле (36) стремится к нулю. Чтобы избавиться от неопределенности, продифференцируем это уравнение по х:
 (37) (37)
Примем х=0 и тогда получим, так называемый, логарифмический закон смешения:
 (38) (38)
Если неоднородный диэлектрик содержит более чем две компоненты, то формулы (37) и (38) приводятся к виду:
(39)
Для пенопластов, пенокерамики и других пористых материалов, состоящих из твердого и газообразного диэлектрика, а также для жидких диэлектриков, удобнее пользоваться не объемными концентрациями компонентов, а их массовым содержанием в смеси. Плотность смеси можно рассчитать на основании арифметического закона смешения:
ρ = θ1·ρ1+ θ1·ρ2 (40)
где ρ – плотность смеси (кг/м3); ρ1 и ρ2 - плотности компонентов (кг/м3).
Тогда из формул (38) и (40) следует:
(41)
где ρ1 – плотность монолитного (сплошного) диэлектрика; ρ – плотность смеси (пенопласта и т.д.).
Диэлектрические потери в многослойном неоднородном диэлектрике складываются из потерь в каждом из последовательно соединенных компонентов диэлектрика согласно уравнению (28):
 (42) (42)
где U1 и U2 – падение напряжения на конденсаторах С1 и С2 – соответственно (рис.10).
Учитывая, что
(43)
уравнение (42) можно записать в виде:
 (44) (44)
Принимая во внимание уравнения (31) и (40), в окончательном виде запишем:
(45)
При числе слоев более двух получим:
 (46) (46)
У всех диэлектриков величина диэлектрической проницаемости в большей или меньшей степени зависит от температуры. Согласно определению, температурный коэффициент диэлектрической проницаемости равен:
 град-1 (47) град-1 (47)
где ε - относительная диэлектрическая проницаемость; Т - температура (град).
ТКε так же, как и ε смесей, зависит не только от свойств и объемной концентрации компонентов смеси, но и от их взаимного пространственного расположения в электрическом поле. Поэтому формулу для расчета ТКε можно получить дифференцированием уравнения (38) по температуре:
 (48) (48)
т.е., для мелкодисперсной хаотической смеси справедлив арифметический закон смешения.
При параллельном включении компонентов дифференцируем по температуре уравнение (26):
 (49) (49)
Разделив левую и правую часть на ε, и, применяя формулу (47), получим:
 (50) (50)
При последовательном включении компонентов после дифференцирования по температуре уравнения (35) и умножения на ε смеси правой и левой частей уравнения получим:
 (51) (51)
и соответственно -  (52) (52)
Для пенопластов, других пористых материалов и жидкостей, после дифференцирования уравнения (41), получим:
 (53) (53)

(а) – при определении ρV (1 – измерительный электрод; 2 – охранное кольцо; 3 – питающий электрод; 4 – образец), (б) – при определении ρS (1 – измерительный электрод; 2 – питающий электрод; 3 – нижний свободный электрод; 4 –образец)
Рисунок 11 - Схема из 3-х электродов и плоского образца
Измерение диэлектрической проницаемости и тангенса угла диэлектрических потерь на разных частотах производят, как правило, с помощью трех электродных систем (рис.11 и рис.12).
В первом случае (рис.11) емкость плоского образца рассчитывается следующим образом:
 (54) (54)
где  – эффективная площадь электрода (м2); d1 – диаметр измерительного электрода (м); d2 – внутренний диаметр охранного кольца (м). – эффективная площадь электрода (м2); d1 – диаметр измерительного электрода (м); d2 – внутренний диаметр охранного кольца (м).
Это позволяет получить из уравнения (54) значение относительной диэлектрической проницаемости плоского образца:
 (55) (55)
Емкость трубчатого (коаксиального) или жидкого образца (в пФ) (рис.12) определяется по формуле:
 (56) (56)

(а) – трубчатый, (б) – стержневой, (1 – образец, 2 – измерительный электрод, 3 – охранное кольцо)
Рисунок 12 -Система из 3-х электродов коаксиального или стержневого образца
На частотах 1000 Гц и выше охранные электроды уже не дают требуемого эффекта, и поэтому при испытаниях диэлектриков применяют датчики без охранных электродов, но в этом случае, при измерении емкости образцов, вводят поправку на краевую емкость, которая учитывается следующим образом:
Сх = Сизм – Скр - Сэл (57)
где Сизм – измеренная емкость образца (пФ); Скр – краевая емкость (пФ); Сэл – емкость измерительного электрода относительно земли, (пФ).
Значение емкости Сэл по отношению к земле определяется путем непосредственных измерений или приближенно, для плоского круглого электрода диаметром (D), оно может быть рассчитано по формуле:
Сэл =17,7·10-12·D (58)
При этом, относительную диэлектрическую проницаемость материала определяют, как отношение емкости Сх конденсатора, в котором пространство между электродами заполнено испытуемым диэлектриком, к емкости С0 при таким же образом расположенных электродах в вакууме (воздухе):
ε = Ск/С0 (59)
При испытании жидкостей или образцов трубчатой формы (рис.9) толщина образца h должна быть меньше 0,1 D1.
Скр = 3,14` ` (D1+h) (1,9ε - 5,8lgh - 10,6) (60)
При испытании жидких диэлектриков краевую емкость можно учесть с помощью воздуха (ε = 1,0) и калибровочной жидкости, для которой точно известна величина диэлектрической проницаемости, а величина tgδ<0,01 (например, криоскопический бензол при Т=20°С имеет ε = 2,29, а tgδ = 0,005).
В этом случае вводится понятие «постоянной электродов», которая определяется по формуле:
C0 = (Cк - Св)/( ε - 1) (61)
где Ск – емкость с калибровочной жидкостью; Св – емкость с воздухом; ε – относительная диэлектрическая проницаемость калибровочной жидкости.
Величина С0 учитывает дополнительную емкость за счет изменения распределения поля у краев электродов при замене воздушного диэлектрика жидким, в связи с чем имеем следующую уточненную формулу расчета диэлектрической проницаемости жидкости с учетом краевой емкости:
ε = (Cк - Св)/С0 + 1 (62)
Таким образом, имея эталонные данные определенной совокупности из указанных выше параметров и соответствующие приборы (электронные весы и измеритель иммитанса), можно в течение нескольких минут идентифицировать образец, на предмет соответствия (или несоответствия) эталону.
Принимая во внимание вышеизложенное, были разработаны и изготовлены два емкостных датчика: плоский 2-х электродный и коаксиальный 3-х электродный.
Высота медной пластины датчика («д»), приклеенной с внутренней стороны к стеклотекстолиту толщиной 2 мм.– 200 мм., ширина – 20 мм., а зазор между ними (для образца масла) – 2 мм. (рис.13).
Из формулы (23) следует, что емкость датчика (на воздухе) должна составить:
Сд = 1,005* 8,85·10-12 *0,2*0,02/0,002 = 1,77885E-11 Ф или 17,8 пФ.
Измерениями на частоте 1 кГц зафиксированы следующие значения: С = 26,9 пФ при tgδ = 0,0154; R = 8,972 Мом; Н = 999,1 при Q = 53,72.
При калибровке в криобензоле получены следующие значения: С = 50,1 пФ при tgδ = 0,044. Тогда, применяя формулу (63) получим краевую емкость электродов:
Со = (50,1 – 26,9)/(2,9 -1,0) = 12,21 пФ
Таким образом, получим результирующую формулу расчета относительной диэлектрической проницаемости масла:
ε = (Сизм – 26,9)/12,21 +1 (63)
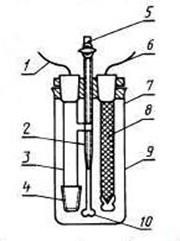
Для повышения точности измерений был изготовлен 3-х электродный коаксиальный датчик (рис.14).

Рисунок 14 - Емкостный 3-х электродный коаксиальный датчик
Высота всех медных трубок и стержня датчика («г») – 150 мм. Диаметр внешней трубки («в») 22 мм с толщиной стенки 1 мм, а внутренней – 12 мм. («б») с толщиной стенки 1 мм., диаметр стержня («а») – 4 мм. То есть зазор между внешней трубкой и внутренней (для образца масла) – 4 мм. (рис.12), а зазор между внутренней трубкой и стержнем (также для образца масла) – 3 мм.
Из формулы (56) следует, что емкость наружной секции датчика (на воздухе и без охранного кольца) должна составить:
Сдн = 6,28*1,005* 8,85·10-12 *0,15/ln(0,20/0,12) = 1,64017E-11 Ф или 16,4 пФ,
а емкость внутренней секции датчика (между внутренней трубкой и стержнем –
Сдв = 6,28*1,005* 8,85·10-12 *0,15/ln(0,10/0,04) = 9,1438E-12 Ф или 9,1 пФ.
При параллельном соединении секций получается – 25,5 пФ, а при последовательном – 16,4*9,1/(16,4+9,1) = 5,9 пФ.
Измерениями на частоте 1 кГц зарегистрированы следующие значения:
Сдн = 25,7 пФ при tgδ = 0,0168; Rдн = 0,111 Мом; Ндн = 999,5 Гн при Q = 58,35;
Сдв = 15,8 пФ при tgδ = 0,0445; Rдв = 0,279 Мом; Ндв = 999,9 Гн при Q = 39,47;
При параллельном включении секций получено – 35,1 пФ при tgδ= 0,0127, а при последовательном включении – 7,8 пФ при tgδ= 0,0104.
При калибровке в криобензоле были получены следующие значения: Сдн = 47,3 пФ при tgδ = 0,0111, а Сдв = 26,3 пФ при tgδ = 0,0221.
При параллельном включении секций получено – 73,6 пФ при tgδ= 0,0231, а при последовательном включении – 16,9 пФ при tgδ= 0,0087.
Тогда, применяя формулу (63) вычислим краевую емкость электродов:
Содн = (47,3 – 25,7)/(2,9 -1,0) = 11,37 пФ
Содв = (26,3 – 15,8)/(2,9 -1,0) = 5,53 пФ
Следовательно, результирующая формула расчета относительной диэлектрической проницаемости масла «внешним и внутренним» датчиками:
ε = (Сизмдн – 25,7)/11,37 +1 (64)
ε = (Сизмдв – 15,8)/5,53 +1 (65)
С точки зрения точности измерений и диэлектроспектроскопии компонентов масла наиболее предпочтительнее использовать измерители иммитанса Е7-20 [24] или Е7-25 [25].
Измерители иммитанса Е7–20 (рис.15 «а») и Е7-25 (рис.15 «б») – прецизионные приборы класса точности 0,1 с широким диапазоном рабочих частот 25 Гц – 1 МГц и высокой скоростью измерений до 25 измерений/сек., т.к. использованы микропроцессоры. Измеряемые параметры: индуктивность (Ls, Lp), емкость (Сs, Сp), сопротивление (Rs, Rp), проводимость (Gp), фактор потерь (D), добротность (Q), модуль комплексного сопротивления Z, реактивное сопротивление (Xs), угол фазового сдвига (φ); ток утечки (I). Оба прибора внесены в Государственный реестр средств измерений республики Беларусь (Е7-20 рег. № 017436, а Е7-25 рег. № РБ 0316 3593 07). Однако, с точки зрения экспресс-контроля, указанные приборы имеют небольшой диапазон усреднения измеряемых параметров: 2 предела усреднения - по 10 и по 100 измерениям.

а) б)
Рисунок 15 – Внешний вид Е7-20 («а») и Е7-25 («б»)
Измеритель иммитанса Е7-22 [26], помимо автономного режима работы, единственный из приборов этого класса имеет режим измерения среднего значения по 3000 измерений, обеспечивая измерение параметров иммитанса (сопротивления, емкости, индуктивности) с базовой погрешностью 0,7%, внесен в ГСИ РФ (рег. № 24969-08). Е7-22 с коаксиальным датчиком [27] успешно применяется в промышленности (рис.17).

Рисунок 16 – Внешний вид и общие характеристики Е7-22

Рисунок 17 – Измеритель уровня и диэлектрических свойств жидкости
Исследование эталонов и разработка экспресс-методологии
Все канистры с эталонами были взвешены, после чего вскрыты и измерены диэлектрические параметры масел, расфасованных в них [29]. Далее эталонные масла были перелиты в другую тару, а канистры были вымыты, высушены и взвешены, после чего вычислены их плотности и параметры вязкости по следующим алгоритмам [28].
Как следует из приведенных выше формул и уравнений, измерения с помощью датчика (рис.14) двух емкостей (Сдн и Сдв) и двух тангенсов угла потерь (tgδ1,2), позволяют вычислить среднее значение относительной диэлектрической проницаемости (ε) образца масла, и при наличии данных эталона (τэ,ηэ), - определить динамическую вязкость образца масла (ηо), через вычисление его микроскопического (τо) и макроскопического времён релаксации (τ):
 (66) (66)
где Сон – емкость наружного датчика в воздухе, пФ; Сов – емкость внутреннего датчика в воздухе, пФ.
Принимая во внимание, что измерения проводятся на фиксированных частотах (100 Гц, 1000 Гц и т.д. до 1 МГц), а значение ε∞ → 1 (рис.1 «а») при высоких температурах (например, при парообразовании), получим:
tgδ·(ε+ε∞ ω2τ2) = (ε-ε∞)·ωτ или tgδ·ω2τ2-(ε-1)ωτ+ tgδ·ε = 0 (67)
Заменяя ωна 2πf и разделив каждый член уравнения на множитель при τ2, получим:
 (68) (68)
Подставляя частоту измерения (1000 Гц) и измеренные значения tgδ и ε образцов, найдем макроскопические времена релаксации (τ) исследуемых образцов масла при температуре окружающей среды (22ºС):
 (69) (69)
После этого по 3-му уравнению системы (66) определяется микроскопическое время (τо) образца, а по второму – его динамическая вязкость (ηо).
Для сравнения полученных результатов, с эталонными значениями при трех стандартных температурах (15ºС, 40ºС, 100ºС) и двух отрицательных –застывания и предельной температуры эксплуатации соответствующего типа масла, использовано ограничение значения потерь в нефтепродуктах при 100ºC (tgδ <0,02) и следующие формулы температурной зависимости tgδ и ε:
tgδ (Т) = tgδ20 exp[k·(T – 20ºC)] (70)
 , 1/град. (71) , 1/град. (71)
При этом изменение плотности от температуры вычисляется по формуле Менделеева [8]:
 или ρ (t) = ρ20°C - ∆t·(t - 20°C) (72) или ρ (t) = ρ20°C - ∆t·(t - 20°C) (72)
где ρТ и ρ293 – плотность нефтепродуктов соответственно при температурах Т и 293 К; βр – коэффициент объёмного расширения; ∆t = (18,310 – 13,233· ρ20°C )·10-4 – температурная поправка к плотности на один градус; t – искомая температура, °C,
и по формулам Вальтера, выражающие зависимости кинематической вязкости от температуры:
lglg (ν + 0,8) = a + blgT (73)
где эмпирические коэффициенты, а и b определяются по известным парам значений ν и Т, по следующим формулам:
a = lglg (ν1 + 0,8) - blgT1 и b = lg[lg (ν1 + 0,8)/lg (ν2 + 0,8)]/lg(T1 /T2) (74)
Для идентификации образцов масла, использованы данные кинематической и динамической вязкости эталонов при 3-х значениях положительных температур (15°С, 40°С, 100°С) и 2-х отрицательных (застывания и эксплуатационной, зависящей от типа масла), которые были найдены по формулам Вальтера для эталонов:
5W-30 A3/B4 → lglg(ν+0,8) = 7,46501- 2,885031258·lgT (75)
5W-30 A5 → lglg(ν+0,8) = 8,28018- 3,216868291·lgT (76)
5W-40 A3/B4 → lglg(ν+0,8) = 7,23652- 2,790862353·lgT (77)
10W-40 A3/B4 → lglg(ν+0,8) = 7,22062- 2,779909558·lgT (78)
5W-40 DPF → lglg(ν+0,8) = 7,29566 - 2,81431707·lgT (79)
5W-30 AР → lglg(ν+0,8) = 7,71344 -2,987622646·lgT (80)
10W-40 B4 → lglg(ν+0,8) = 7,22080 -2,779978337·lgT (81)
Аналогично, для идентификации образцов масла по температуре застывания, использованы формулы Вальтера (77-83), при значении кинематической вязкости 10000 мм2/с [32]:
lg(10000 + 0,8) = ai - bilgTi →  (82) (82)
где 10000 – кинематическая вязкость i-го нефтепродукта при температуре застывания Ti,°К; Аi и Вi – константы для i -того жидкого нефтепродукта.
Подставляя полученные значения кинематических вязкостей из формул (75-82), были найдены температуры застывания эталонов, а из формул (2,3) их индексы вязкости с погрешностью менее 1%.
Результаты экспресс-испытаний партии моторного масла
По разработанной методологии были испытаны и идентифицированы три партии масла, расфасованные в 4-х и 1-литровые канистры (3068 шт., 156 шт. и 31 шт.) [34].
Основным доказательством наличия контрафактной продукции в этих партиях масла послужили, во-первых, факты «колебаний» массы продукта в указанных емкостях (от 3551 до 3730 грамм в 4-х литровых канистрах), что свидетельствует о «ручном дозировании» при заполнении канистр маслом, а во-вторых, и это главное - несоответствие плотности, динамической вязкости, кинематической вязкости при 40°С и 100°С, индексу вязкости и температуре застывания.
Таким образом, предлагаемая методология позволяет идентифицировать соответствие или отличие масел эталонам по 6-ти важнейшим параметрам, а также синтезировать модель автоматизированной системы экспресс-контроля жидкой фасованной продукции, если её производитель разместит коаксиальный емкостный датчик в крышке тары, а на своем сайте «выложит образ» продукта и тары, в которую он расфасован.
Реализация модели переносного автоматизированного комплекса экспресс-контроля для производителей, потребителей и органов надзора, включая конструкцию датчика-крышки тары и расширение метода на другие продукты подробно описана [35-39].
Заключение
Представлен анализ существующих проблем в данной предметной области, а так же описаны существующие методы и средства определения параметров моторных масел, в т. ч. со средними временами их выполнения, которые измеряются часами, из чего делается вывод, что стандартные методы и средства не могут обеспечить экспресс-контроля моторного масла.
На основе патентного поиска, а также анализа технологий и средств автоматизации при производстве моторных масел, изложены теоретические основы экспресс-метода весовой электрометрии моторного масла.
Представлена методология и результаты исследования эталонов для сравнительного анализа с образцами, по которым осуществлена экспертиза нескольких сотен канистр с маслом.
Библиография
1. Зарубежные масла, смазки, присадки, технические жидкости: ассортимент, свойства /Резников В.Д. и др. ISBN: 978-5-89551-016-2 – М.: Техинформ" МАИ, 2005. – 385с.
2. ГОСТ 4.24-84 Масла смазочные. Номенклатура показателей /ИУС 4-94 – М.: Стандартинформ, 1994. – 14с.
3. ГОСТ 17479.1-85 Масла моторные. Классификация и обозначение. – М.: Стандартинформ, 2006.-42с.
4. ГОСТ 33-2000 (ИСО3104-94) Нефтепродукты. Прозрачные и непрозрачные жидкости. Определение кинематической вязкости и расчет динамической вязкости. – М.: Стандартинформ, 2000. – 23с.
5. ТЕХНИЧЕСКИЙ РЕГЛАМЕНТ ТАМОЖЕННОГО СОЮЗА ТР ТС 030/2012 «О требованиях к смазочным материалам, маслам и специальным жидкостям»-http://protrts.ru/reglamenty-tr-ts/tr-ts-030-2012/ .
6. ГОСТ Р 8.595-2004 Масса нефти и нефтепродуктов. Общие требования к методикам выполнения измерений-М.: Изд-во СТАНДАРТОВ, 2005. – 14с.
7. ГОСТ 3900-85 Нефть и нефтепродукты. Методы определения плотности. – М.: ИПК Изд-во СТАНДАРТОВ, 2003. – 140с.
8. МИ 2632-2001 Государственная система обеспечения единства измерений. Плотность нефти и нефтепродуктов и коэффициенты объемного расширения и сжимаемости. Методы и программа расчета. С.-Пб.:ВНИИМ, 2001.
9. ГОСТ 25371-97 (ИСО 2909-81) Нефтепродукты. Расчет индекса вязкости по кинематической вязкости – Минск: Межгосударственный совет по стандартизации, метрологии и сертификации, 1997.-9с.
10. Кулиев А.М. Химия и технология присадок к маслам и топливам –Л.: Химия, 1985. – 312с.
11. ГОСТ 11362-96 (ИСО 6619-88) Нефтепродукты и смазочные материалы. Число нейтрализации. Метод потенциометрического титрования-Минск: Межгосударственный совет по стандартизации, метрологии и сертификации, 1996.-18с.
12. Хлебушкин И.Н. Как делают масло Castrol //Авторевю.-2014.-№ 13-http://www.autoreview.ru/archive/section/detail.php?ELEMENT_ID=139734&SECTION_ID=7837
13. Keith A. Crandall, Чернышев А.В. Весовое дозирование жидкостей: Новый взгляд на природу вещей-http://www.potomac.ru/news/art_gf-new.htm
14. ГОСТ Р 52620-2006 Тара транспортная полимерная. Общие технические условия. – М.: Стандартинформ, 2008. – 66с.
15. Золотов В.А., Бартко Р.В., Кузнецов А.В. Определение эксплуатационных групп моторных масел //Труды 25 ГосНИИ МО РФ.-2006.-вып.53. – 234с.
16. Зрелов В.Н., Алаторцев Е.И., Шаталов К.В., Зрелова Л.В., Бордюговская Л.Н. Способ экспрессного определения кинематической вязкости авиационных керосинов и дизельных топлив – патент РФ 2263301, 27.10.2005, Бюл. № 30.
17. Кондуктометрия – Химическая энциклопедия-http://enc-dic.com/enc_chemistry/Konduktometrija-1233/ .
18. Афанасьев А.В., Москвичев А.Н., Москвичев А.А., Односевцев А.В., Орлов И.Я. Низкочастотный комплекс импедансных измерений характеристик проводящих сред // Вестник Нижегородского университета им. Н.И. Лобачевского.-2008.-№ 2, с.60-64.
19. Шабловский Я.О. Спектральный анализ негармонического и плигармонического откликов электрохимического объекта при импедансных исследованиях //Электрохимическая энергетика.-2012.-Т.2 № 12, с.111-116.
20. Белозеров В.В., Босый С.И., Кальченко И.Е., Нестеров А.А., Прус Ю. В. О термоэлектроакустическом методе определения характеристик пожароопасности твердых и жидких веществ и материалов //Технологии техносферной безопасности.-2010.-№ 6 (34).-5 с. – http://ipb.mos.ru/ttb/
21. Белозеров В.В., Бойко В.А., Голубов А.Н., Коган В.А., Прус Ю.В. О спектрометрии жидких и вязких сред //«Спектроскопия координационных соединений»: мат-лы ХI междунар. конф.-Краснодар: Куб ГУ, 2014, с. 145-146.
22. Диэлькометрия – Химическая энциклопедия-http://enc-dic.com/enc_chemistry/Dijelkometrija-527.html
23. Гусев Ю.А. Основы диэлектрической спектроскопии /уч. пособие/-Казань: КГУ.-112с.
24. Измеритель иммитанса Е7-20. Руководство по эксплуатации /УШЯИ.411218.012 РЭ – Минск: ОАО «МНИПИ», 2004.-40с.
25. Измеритель иммитанса Е7-25. Руководство по эксплуатации /УШЯИ.411218.015 РЭ– Минск: ОАО «МНИПИ», 2007.-30с.
26. Цифровой измеритель иммитанса Е7-22. Руководство по эксплуатации – Москва: ФГУ «Ростест-Москва, 2003. – 44с.
27. Мастепаненко М.А. Информационно-измерительная система непрерывного контроля уровня топлива в емкостях: дисс…. канд. тех. наук – Ставрополь: ФГУ СГАУ, 2014.-225с.
28. Castrol-http://www.castrol.com/ru_ru/russia/products/cars/engine-oils/castrol-magnatec.html
29. Коробейников С.М., Свириденко М.В. Определение диэлектрической проницаемости и тангенса угла диэлектрических потерь кремнийорганической жидкости ПМС-20 в широком диапазоне температур: сб. науч. тр. НГТУ. – 2011. – № 2(64), с. 135–142
30. Черникин А.В. О вязкостно-температурной зависимости Филонова – Рейнольдса //Трубопроводный транспорт.-2010.-№ 6(22), с.35-37.
31. Новиков А.А. Введение в информатику процессов первичной переработки нефти: уч. пособие / ISBN 5-98298-264-4/– Томск: Изд-во ТПТУ, 2008.-200с.
32. Шадрин С.В. Эксплуатационные материалы: метод. указания – Хабаровск: Изд-во ДВГУПС, 2014. – 35 с.
33. ГОСТ Р 51634-2000 Масла моторные автотракторные. Общие технические требования – М.: Изд. Стандартинформ. 2000. – 5 с.
34. Белозеров В.В., Кудрявцев Ю.А., Плахотников Ю.Г. ИССЛЕДОВАНИЕ ПАРТИИ ФАСОВАННОГО МОТОРНОГО МАСЛА CASTROL MAGNATEC НА ПРЕДМЕТ ОПРЕДЕЛЕНИЯ КОНТРАФАКТНОЙ ПРОДУКЦИИ /отчет о НИР № 2015/12 от 23.03.2015 (ООО "ПОЛИЭКСПЕРТ")-URL: https://elibrary.ru/download/elibrary_24555474_15117928.pdf
35. Троицкий В.М., Белозеров В.В. МОДЕЛЬ СИСТЕМЫ ЗАЩИТЫ ОТ ПОДДЕЛКИ ЖИДКИХ ПИЩЕВЫХ ФАСОВАННЫХ ПРОДУКТОВ // Материалы VIII Международной студенческой электронной научной конференции «Студенческий научный форум 2016»-URL: https://www.scienceforum.ru/2016/pdf/26255.pdf
36. Батшев А.С., Белозеров В.В. МЕТОДОЛОГИЯ АВТОМАТИЗАЦИИ ЭКСПРЕСС-КОНТРОЛЯ ФАСОВАННЫХ МОЛОЧНЫХ ПРОДУКТОВ // Материалы IX Международной студенческой электронной научной конференции «Студенческий научный форум 2017»-URL: https://www.scienceforum.ru/2017/pdf/30467.pdf
37. Белозеров В.В., Троицкий В.М., Белозеров Вл.В О МОДЕЛИ ИДЕНТИФИКАЦИИ КОНТРАФАКТА ЖИДКИХ ПИЩЕВЫХ ФАСОВАННЫХ ПРОДУКТОВ // Рациональное питание, пищевые добавки и биостимуляторы. – 2016. – № 1. – С. 26-36;-URL: http://www.journal-nutrition.ru/pdf/2016/1/35710.pdf
38. Белозеров В.В., Троицкий В.М. МОДЕЛЬ АВТОМАТИЗИРОВАННОЙ СИСТЕМЫ ЗАЩИТЫ ОТ ПОДДЕЛКИ ЖИДКИХ ФАСОВАННЫХ ПРОДУКТОВ //Международная научно-практическая конференция «Приоритетные задачи и стратегии развития технических наук»: сб. материалов – Н. Новгород: «Эвенсис», 2016, c.56-60.
39. Белозеров В.В., Батшев А.С., Любавский А.Ю. Об автоматизации идентификации жидких фасованных продуктов // Электроника и электротехника. — 2016.-№ 1.-С.135-145. DOI: 10.7256/2453-8884.2016.1.20924. URL: http://e-notabene.ru/elektronika/article_20924.html
References
1. Zarubezhnye masla, smazki, prisadki, tekhnicheskie zhidkosti: assortiment, svoistva /Reznikov V.D. i dr. ISBN: 978-5-89551-016-2 – M.: Tekhinform" MAI, 2005. – 385s.
2. GOST 4.24-84 Masla smazochnye. Nomenklatura pokazatelei /IUS 4-94 – M.: Standartinform, 1994. – 14s.
3. GOST 17479.1-85 Masla motornye. Klassifikatsiya i oboznachenie. – M.: Standartinform, 2006.-42s.
4. GOST 33-2000 (ISO3104-94) Nefteprodukty. Prozrachnye i neprozrachnye zhidkosti. Opredelenie kinematicheskoi vyazkosti i raschet dinamicheskoi vyazkosti. – M.: Standartinform, 2000. – 23s.
5. TEKhNIChESKII REGLAMENT TAMOZhENNOGO SOYuZA TR TS 030/2012 «O trebovaniyakh k smazochnym materialam, maslam i spetsial'nym zhidkostyam»-http://protrts.ru/reglamenty-tr-ts/tr-ts-030-2012/ .
6. GOST R 8.595-2004 Massa nefti i nefteproduktov. Obshchie trebovaniya k metodikam vypolneniya izmerenii-M.: Izd-vo STANDARTOV, 2005. – 14s.
7. GOST 3900-85 Neft' i nefteprodukty. Metody opredeleniya plotnosti. – M.: IPK Izd-vo STANDARTOV, 2003. – 140s.
8. MI 2632-2001 Gosudarstvennaya sistema obespecheniya edinstva izmerenii. Plotnost' nefti i nefteproduktov i koeffitsienty ob''emnogo rasshireniya i szhimaemosti. Metody i programma rascheta. S.-Pb.:VNIIM, 2001.
9. GOST 25371-97 (ISO 2909-81) Nefteprodukty. Raschet indeksa vyazkosti po kinematicheskoi vyazkosti – Minsk: Mezhgosudarstvennyi sovet po standartizatsii, metrologii i sertifikatsii, 1997.-9s.
10. Kuliev A.M. Khimiya i tekhnologiya prisadok k maslam i toplivam –L.: Khimiya, 1985. – 312s.
11. GOST 11362-96 (ISO 6619-88) Nefteprodukty i smazochnye materialy. Chislo neitralizatsii. Metod potentsiometricheskogo titrovaniya-Minsk: Mezhgosudarstvennyi sovet po standartizatsii, metrologii i sertifikatsii, 1996.-18s.
12. Khlebushkin I.N. Kak delayut maslo Castrol //Avtorevyu.-2014.-№ 13-http://www.autoreview.ru/archive/section/detail.php?ELEMENT_ID=139734&SECTION_ID=7837
13. Keith A. Crandall, Chernyshev A.V. Vesovoe dozirovanie zhidkostei: Novyi vzglyad na prirodu veshchei-http://www.potomac.ru/news/art_gf-new.htm
14. GOST R 52620-2006 Tara transportnaya polimernaya. Obshchie tekhnicheskie usloviya. – M.: Standartinform, 2008. – 66s.
15. Zolotov V.A., Bartko R.V., Kuznetsov A.V. Opredelenie ekspluatatsionnykh grupp motornykh masel //Trudy 25 GosNII MO RF.-2006.-vyp.53. – 234s.
16. Zrelov V.N., Alatortsev E.I., Shatalov K.V., Zrelova L.V., Bordyugovskaya L.N. Sposob ekspressnogo opredeleniya kinematicheskoi vyazkosti aviatsionnykh kerosinov i dizel'nykh topliv – patent RF 2263301, 27.10.2005, Byul. № 30.
17. Konduktometriya – Khimicheskaya entsiklopediya-http://enc-dic.com/enc_chemistry/Konduktometrija-1233/ .
18. Afanas'ev A.V., Moskvichev A.N., Moskvichev A.A., Odnosevtsev A.V., Orlov I.Ya. Nizkochastotnyi kompleks impedansnykh izmerenii kharakteristik provodyashchikh sred // Vestnik Nizhegorodskogo universiteta im. N.I. Lobachevskogo.-2008.-№ 2, s.60-64.
19. Shablovskii Ya.O. Spektral'nyi analiz negarmonicheskogo i pligarmonicheskogo otklikov elektrokhimicheskogo ob''ekta pri impedansnykh issledovaniyakh //Elektrokhimicheskaya energetika.-2012.-T.2 № 12, s.111-116.
20. Belozerov V.V., Bosyi S.I., Kal'chenko I.E., Nesterov A.A., Prus Yu. V. O termoelektroakusticheskom metode opredeleniya kharakteristik pozharoopasnosti tverdykh i zhidkikh veshchestv i materialov //Tekhnologii tekhnosfernoi bezopasnosti.-2010.-№ 6 (34).-5 s. – http://ipb.mos.ru/ttb/
21. Belozerov V.V., Boiko V.A., Golubov A.N., Kogan V.A., Prus Yu.V. O spektrometrii zhidkikh i vyazkikh sred //«Spektroskopiya koordinatsionnykh soedinenii»: mat-ly KhI mezhdunar. konf.-Krasnodar: Kub GU, 2014, s. 145-146.
22. Diel'kometriya – Khimicheskaya entsiklopediya-http://enc-dic.com/enc_chemistry/Dijelkometrija-527.html
23. Gusev Yu.A. Osnovy dielektricheskoi spektroskopii /uch. posobie/-Kazan': KGU.-112s.
24. Izmeritel' immitansa E7-20. Rukovodstvo po ekspluatatsii /UShYaI.411218.012 RE – Minsk: OAO «MNIPI», 2004.-40s.
25. Izmeritel' immitansa E7-25. Rukovodstvo po ekspluatatsii /UShYaI.411218.015 RE– Minsk: OAO «MNIPI», 2007.-30s.
26. Tsifrovoi izmeritel' immitansa E7-22. Rukovodstvo po ekspluatatsii – Moskva: FGU «Rostest-Moskva, 2003. – 44s.
27. Mastepanenko M.A. Informatsionno-izmeritel'naya sistema nepreryvnogo kontrolya urovnya topliva v emkostyakh: diss…. kand. tekh. nauk – Stavropol': FGU SGAU, 2014.-225s.
28. Castrol-http://www.castrol.com/ru_ru/russia/products/cars/engine-oils/castrol-magnatec.html
29. Korobeinikov S.M., Sviridenko M.V. Opredelenie dielektricheskoi pronitsaemosti i tangensa ugla dielektricheskikh poter' kremniiorganicheskoi zhidkosti PMS-20 v shirokom diapazone temperatur: sb. nauch. tr. NGTU. – 2011. – № 2(64), s. 135–142
30. Chernikin A.V. O vyazkostno-temperaturnoi zavisimosti Filonova – Reinol'dsa //Truboprovodnyi transport.-2010.-№ 6(22), s.35-37.
31. Novikov A.A. Vvedenie v informatiku protsessov pervichnoi pererabotki nefti: uch. posobie / ISBN 5-98298-264-4/– Tomsk: Izd-vo TPTU, 2008.-200s.
32. Shadrin S.V. Ekspluatatsionnye materialy: metod. ukazaniya – Khabarovsk: Izd-vo DVGUPS, 2014. – 35 s.
33. GOST R 51634-2000 Masla motornye avtotraktornye. Obshchie tekhnicheskie trebovaniya – M.: Izd. Standartinform. 2000. – 5 s.
34. Belozerov V.V., Kudryavtsev Yu.A., Plakhotnikov Yu.G. ISSLEDOVANIE PARTII FASOVANNOGO MOTORNOGO MASLA CASTROL MAGNATEC NA PREDMET OPREDELENIYa KONTRAFAKTNOI PRODUKTsII /otchet o NIR № 2015/12 ot 23.03.2015 (OOO "POLIEKSPERT")-URL: https://elibrary.ru/download/elibrary_24555474_15117928.pdf
35. Troitskii V.M., Belozerov V.V. MODEL'' SISTEMY ZAShchITY OT PODDELKI ZhIDKIKh PIShchEVYKh FASOVANNYKh PRODUKTOV // Materialy VIII Mezhdunarodnoi studencheskoi elektronnoi nauchnoi konferentsii «Studencheskii nauchnyi forum 2016»-URL: https://www.scienceforum.ru/2016/pdf/26255.pdf
36. Batshev A.S., Belozerov V.V. METODOLOGIYa AVTOMATIZATsII EKSPRESS-KONTROLYa FASOVANNYKh MOLOChNYKh PRODUKTOV // Materialy IX Mezhdunarodnoi studencheskoi elektronnoi nauchnoi konferentsii «Studencheskii nauchnyi forum 2017»-URL: https://www.scienceforum.ru/2017/pdf/30467.pdf
37. Belozerov V.V., Troitskii V.M., Belozerov Vl.V O MODELI IDENTIFIKATsII KONTRAFAKTA ZhIDKIKh PIShchEVYKh FASOVANNYKh PRODUKTOV // Ratsional'noe pitanie, pishchevye dobavki i biostimulyatory. – 2016. – № 1. – S. 26-36;-URL: http://www.journal-nutrition.ru/pdf/2016/1/35710.pdf
38. Belozerov V.V., Troitskii V.M. MODEL'' AVTOMATIZIROVANNOI SISTEMY ZAShchITY OT PODDELKI ZhIDKIKh FASOVANNYKh PRODUKTOV //Mezhdunarodnaya nauchno-prakticheskaya konferentsiya «Prioritetnye zadachi i strategii razvitiya tekhnicheskikh nauk»: sb. materialov – N. Novgorod: «Evensis», 2016, c.56-60.
39. Belozerov V.V., Batshev A.S., Lyubavskii A.Yu. Ob avtomatizatsii identifikatsii zhidkikh fasovannykh produktov // Elektronika i elektrotekhnika. — 2016.-№ 1.-S.135-145. DOI: 10.7256/2453-8884.2016.1.20924. URL: http://e-notabene.ru/elektronika/article_20924.html
|  Рус
Рус